Рихтовка металла (инструменты, примеры)
Из всех кузовных работ операции по выравниванию металла (рихтовка) требуют наибольшего мастерства. Умение контролировать силу ударов и знание того, как и куда направлять эти удары в соответствии с поставленными целями - все это определяет высококлассного специалиста. Специалистом же можно стать только в результате длительной практики, освоив сначала основные принципы работы. Поэтому новичку в этом деле нет смысла строить грандиозные планы. Если вы интересуетесь рихтовкой, то сначала потренируйтесь на обрезках металла и не торопите события. Для работы следует приобрести высококачественные инструменты. Они хотя и стоят недешево, но долговечны, правильно изготовлены и подогнаны, ими легче работать и при длительной эксплуатации они в конечном итоге окупят себя.
ОСНОВНЫЕ СВЕДЕНИЯ
Для понимания процесса рихтовки необходимо знать некоторые основные положения. Когда лист металла сгибается при аварии или столкновении, энергия удара проходит через него, вызывая появление прямых повреждений в точке контакта и обширных участков внутренних напряжений. При этом на поверхности остаются вмятины, выпуклости или складки, волнистые участки. При выполнении ремонтных восстановительных работ важно знать и уметь определять направление силы, вызвавшей повреждения, для того чтобы точно в обратной последовательности произвести исправления.
Перед проведением любых ремонтных работ с металлическими листами их внутренние и внешние поверхности должны быть тщательно очищены от загрязнений и других инородных частиц, которые могут повлиять на точность приложения выравнивающей силы. Большинство внутренних покрытий удаляется при помощи скребка или шпаклевочного ножа после предварительного их размягчения с использованием газовой горелки с соплом большого диаметра и "мягким" пламенем. Внешнюю поверхность следует вымыть чистой водой, а любые масляные следы и пятна от асфальта удалить при помощи тряпки, смоченной в растворителе. Предварительная подготовка панели сделает ее выпрямление ручными инструментами наиболее эффективным в связи с уменьшением ее износа на подкладных штампах. Первым шагом в рихтовке является выпрямление вмятин, V-образных выемок и складок в области побочных повреждений, выполняемое как можно аккуратнее, без дальнейшего вытягивания и изменения формы.
Изменение формы должно производиться поочередно на выпуклых и вогнутых поверхностях. Таким образом металл медленно поднимается на один уровень с окружающими листами.
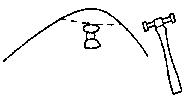
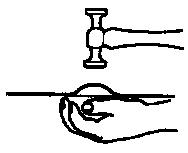
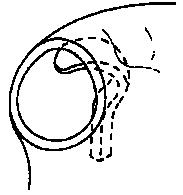
Рис.1. На рисунке изображен ручной подкладной штамп с двумя рабочими поверхностями и специальный рихтовочный молоток
Масса и размеры подкладных штампов и площадь контакта с панелью являются важными факторами, которые следует обязательно принимать в расчет. В результате слишком сильных ударов молотком металл может быть выдвинут внутрь или наружу, поскольку он не может смещаться в сторону и поглощаться панелью. Из-за этого впоследствии придется снова выпрямлять панель.
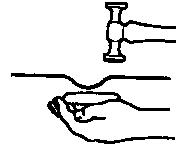
Молоток нужно держать свободно, его ручка должна находиться по центру большого пальца руки и на таком же расстоянии от тыльной стороны запястья, пальцы должны охватывать ручку так, как показано на рисунке 2. Теперь при сжатии пальцев, чтобы охватить ручку, головка молотка будет выбрасываться вперед силой пальцев, проходя положение 2 под углом приблизительно 80°. Этот метод нанесения ударов наиболее подходит при работах под поверхностями, когда не видно молотка или рабочего места.
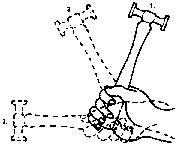
Рис.2
При использовании этого метода впервые трудно нанести сильные удары. Увеличение силы ударов достигается только практикой. Попробуйте выбрасывать головку молотка на ладонь другой руки без движения запястья или локтя. В качестве альтернативы можно использовать доску из мягкого дерева, чтобы убедиться, что следы ударов имеют ровную форму.
При помощи движения запястья молоток достигает лучшего контакта с панелью в положении 3.
Более сильные удары, применяемые с целью черновой обработки, становятся точнее при движении локтя и плечей (как при использовании обычного молотка), поэтому здесь не требуется никаких дополнительных объяснений.
При первоначальных попытках рихтовки панелей некоторые трудности могут возникать с точностью попадания молотка на панель так, чтобы его головка соприкасалась с подкладным штампом с обратной стороны поверхности. Положите небольшой подкладной штамп под панель и легко обстучите верхнюю поверхность молотком. По максимальной отдаче определите положение вершины штампа. Как только это будет достигнуто, передвигайте штамп и одновременно наносите удары молотком по поверхности панели, под которой он находится. Добейтесь высокой координации движений.
ТЕХНИКА РИХТОВКИ
Рихтовочные молотки должны быть хорошо сбалансированы, то есть молоток должен находиться в состоянии равновесия, когда вы держите его на руке в точке, находящейся на расстоянии примерно 3/4 длины ручки от головки. Ручку молотка не следует сжимать слишком сильно, так как это приведет к быстрой усталости руки при длительной работе. При нанесении ударов по металлу головка молотка должна опускаться на поверхность всей своей плоскостью. При всех ударных операциях молоток должен передвигаться по кругу (см. рис.3) с частотой 100-120 ударов в минуту. Таким образом, по металлу наносится серия скользящих ударов, контактирующих с поверхностью небольшой площадью. Для выравнивания панели молотком наносятся легкие удары, которые должны ложиться на поверхность аккуратными рядами с интервалом около 1 см до тех пор, пока не закончится выравнивание. Молотки разных размеров и массы часто используются отдельно или вместе с бруском из твердого дерева для того, чтобы выравнивать гибкие участки металла. Негибкие внешние выступы затем выравниваются "пружинными" ударами или с использованием техники подкладывания штампов под выпуклую и вогнутую поверхности. Такая техника показана на рис. 4.
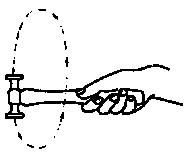
Рис. 3
Рис. 4
Рис. 5
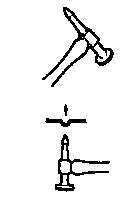
Рис. 6
Размер подкладного штампа выбирается таким образом, чтобы штамп подходил под размер выступа. Затем удары наносятся по вершине выступа, их сила постепенно увеличивается и выступ выравнивается. Работая вдоль выступа, постепенно продвигайтесь от одного конца к другому, т.е. не прикладывайте силу удара к одной точке выступа, а последовательно выравнивайте его со всех сторон.
В случае работы с вогнутой поверхностью применяется техника подкладывания штампа под вогнутую поверхность или техника косвенных ударов. В этом случае также подбирается подкладной штамп, подходящий по размеру к впадине и соответствующий первоначальной форме (см. рис.5). Удары по выступу рядом с подкладным штампом приведут к ответной реакции через штамп на вершину впадины панели. Удары молотка и следующая за ними реакция подкладного штампа постепенно выравнивают впадину. На последней стадии рихтовки применяется техника подкладывания штампа под выступ. Когда работа над панелью заканчивается, мелкие выступы и впадины убираются при помощи молотка, как показано на рисунке 6. Теперь для выявления оставшихся углублений поверхность проверяется при помощи напильника. Каждое углубление должно выправляться индивидуально, ударом или серией ударов, наносимых заостренным концом молотка. Старайтесь не наносить сильные удары по оставшимся небольшим выемкам, иначе поверхность металла станет грубой.
РИХТОВОЧНЫЕ ИНСТРУМЕНТЫ
Киянки
Головка киянки обычно изготовляется из прочного дерева, а ручка - из ясеня. Стандартная круглая киянка имеет цилиндрическую головку. Киянку с утолщением иногда называют грушевидной. В настоящее время киянки изготовляются и из других материалов, таких как резина, сыромятная кожа или мягкие металлы.
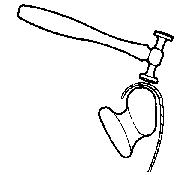
Резиновая киянка с сменными головками идеально подходит для работы с алюминием и может применяться при ремонте стальных листов. На рисунке 7 показан процесс гибки металлического листа. Он начинается с центра и может выполняться при помощи киянки с утолщенной головкой на мешке с песком. Удары наносятся в центр листа и, продвигаясь по окружности, переносятся на его края до придания листу необходимой кривизны. Для придания листу правильной формы удары должны наноситься с одинаковой интенсивностью.
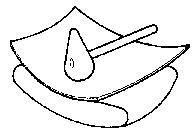
Рис.7
МОЛОТКИ И ПОДКЛАДНЫЕ ШТАМПЫ
Выгибание поврежденных выступов
Подкладной штамп помещается в поврежденный выступ (см. рис.8); при этом используется конец штампа, наиболее соответствующий по размеру и форме первоначальной форме выступа. К штампу прикладывается усилие, направленное вверх и наружу. Процесс следует начинать внутри выступа, постепенно переходя к внешнему краю, действуя до тех пор, пока выступ не примет первоначальную форму.
Рис. 8
ЛОЖКИ И УДАРНЫЕ ПОЛОТНА
Ложки применяются для выгибания и вытягивания поверхностей. Они также могут использоваться вместо подкладных штампов в тех местах, где прямой доступ к обратной стороне панели затруднен. Выбор ложки для конкретной работы зависит от первоначальной формы выравниваемой поверхности, удобства доступа и предполагаемых действий (черновая обработка или выравнивание).
Универсальная ложка
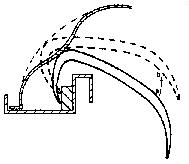
Восстановление панели крыши (см. рис.9) может производиться с помощью универсальной ложки вместо искривленного подкладного штампа. На рисунке 10 показано ее использование. Возможность использования подкладки для защиты лонжерона от локального повреждения и снижения давления в данной области посредством распределения силы у опоры зависит от зазора в этом месте. Вытягивая ложку вверх от положения "a" в положение "b" с постоянной силой (см. рис.10) и сопровождая это перемещение внешними ударами по выступам, восстановите первоначальную форму панели. Часть вытягивающей силы поглощается подкладкой.
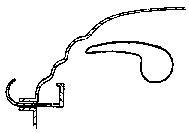
Рис. 9
Рис. 10
Ложка для внутренней рихтовки
Дверь автомобиля, например, является двойной структурой. Ее рихтовка - это хороший пример для демонстрации применения кузовных ложек. Полностью разобранную дверь положите на пол или на стол, проложив два деревянных бруска (как показано на рисунке 11). Это делается для того, чтобы панель не царапала пол, а также дает место для движения при приложении силы к ложке. После черновой обработки ложку можно перевернуть таким образом, чтобы, используя технику подкладывания и молоток, завершить рихтовку. Степень свободы ложки внутри двери зависит от степени изгиба места, подлежащего рихтовке. Если прямой доступ невозможен, следует использовать подкладочный штамп на длинной ручке. В крайнем случае можно просверлить отверстия во внутренней панели двери для осуществления доступа внутрь. Эти отверстия при сборке закрываются внутренней обшивкой.
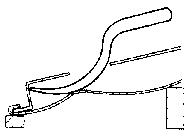
Рис. 11
Вытягивающая ложка
Эта ложка может быть использована для отделения внешних панелей от внутреннего каркаса, если они повреждены и сдавлены вместе (см. рис.12). Ложку вставляют между панелью и каркасом и передвигают в стороны или вверх и вниз до тех пор, пока не будет достигнуто желаемое разделение. Лезвие ложки можно использовать при этом как подкладной штамп для выпрямления внешней и -внутренней панелей (если это необходимо). Лезвие довольно тонкое, и таким образом, может быть использовано для рассоединения выступов дверных панелей или разрыва точечных сварочных швов.
Рис. 12
Выпуклая ложка
Выпуклая ложка с широкой рабочей поверхностью идеально подходит в качестве подкладного штампа или ложки для работы на ограниченной поверхности (см. рис.13).
Рис. 13
Упругая ударная ложка
Легкая упругая ложка разработана специально для выпрямления выступов. Ложка размещается прямо на выступе (см. рис.14), и по ней резко наносятся удары молотком, сила которых распределяется ложкой по большой поверхности. Таким образом, происходит выпрямление выступов; при этом не остается следов от инструментов и даже не повреждается краска. Интенсивность ударов должна строго контролироваться для того, чтобы не повредить окружающую поверхность. Ударная ложка не предназначена для вытягивания и выправления, и ее
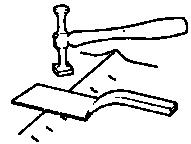
Рис. 14
поверхность, как и поверхность других ударных инструментов, должна быть чистой и хорошо отполированной. Любые неровности на поверхности ложки будут передаваться на обрабатываемую панель.
Ударные полотна
Ударные полотна используются для ликвидации выемок и вмятин в металле с использованием подкладок и подкладных штампов, а также без них. Для выпрямления легких вмятин или волнистой поверхности подкладной штамп не требуется. Ударное полотно накладывается на панель так, чтобы удары приходились на соответствующее место (см. рис.15). Зубцы полотна удерживают металл в площади контакта и препятствуют его вытягиванию. Старайтесь ограничивать применение ударных полотен до минимума или используйте их лишь при очень мелких повреждениях, так как полотна не заменяют подкладных штампов и ложек.

Рис.15
ЗАВЕРШАЮЩАЯ ОБРАБОТКА
Выравнивание
К завершающей стадии работы с панелью на ее поверхности остаются участки с внутренними напряжениями. Начиная выравнивание, необходимо сначала точно определить место, размер и форму этих участков на ощупь или визуально. В случае большой плоской поверхности, такой как дверная панель, применяется специальная линейка. Для увеличения чувствительности проверки наощупь используют тонкие хлопчатобумажные перчатки.
Распылите маслосодержащую жидкость на окрашенную поверхность корпуса автомобиля и при помощи яркого источника
света найдите дефекты поверхности. Когда напряженные области обнаружены, меры по их устранению зависят от характера и величины напряженного участка (см. раздел "Тепловое выравнивание" в главе "Сварка, пайка и резка").
Выравнивающие молотки
Для слабонапряженных поверхностей можно использовать специальные молотки (см. рис.16) с квадратным рифленым бойком. При использовании молотков такого типа небольшая поверхность металла удерживается рифленой поверхностью бойка. Такие молотки могут использоваться при работе с алюминием в холодном состоянии, но при работе со сталью напряженные места необходимо предварительно нагревать и действовать молотком как можно быстрее, пока нагретое место не остыло. Тем не менее, будьте осторожны, потому что теплота сама может вызвать дополнительные напряжения. По возможности производите нагревание изнутри панели для уменьшения объема подготовительных работ при покраске.

Рис. 16
Сетчатые подкладные штампы
Для облегчения выравнивающих работ применяются специальные сетчатые подкладные штампы, которые имеют большую выпуклую сетчатую грань на верхней поверхности.
На поверхности детали делается углубление, и излишний металл при помощи сетчатого подкладного штампа смещается в канавку. В более сложных случаях необходимо сделать вторую канавку под прямым углом к первой, образуя крест
В случае крайней необходимости, если уже нельзя ничего убрать с поверхности, рекомендуется оставлять на выровненной поверхности только выемки, но ни в коем случае не выступы, потому что выступы невозможно скрыть. Новичкам настоятельно рекомендуем не обращать внимание на мелкие выемки (при попытках их убрать могут возникнуть напряжения). Заканчивать работу необходимо с использованием пластмассового наполнителя, при помощи которого можно легко придать поверхности первоначальную форму.
Для рихтовки производятся различные наборы инструментов, которые подойдут как профессионалам, так и любителям
Отжиг
Ударные операции, проводимые с металлом, приводят к его затвердеванию (т.н. наклеп). Это особенно быстро случается с алюминием, медленнее - со сталью. Результатом является то, что металл становится жестким и пружинистым, поэтому с ним очень тяжело работать. Со сталью вопрос решается так: поверхность нагревается докрасна, затем газовой горелкой над ней производятся спиральные движения при постепенном удалении горелки, чтобы сталь медленно остывала. Используйте эту технику только тогда, когда вы производите ремонт панели, которая нуждается в значительной обработке, поскольку в этом случае слишком велика опасность возникновения искривлений. Алюминий также следует нагревать с целью отжига, но помните, что он плавится при температуре, меньшей температуры красного каления. Процесс отжига произойдет даже если алюминий охладить на воздухе или водой. Охлажденная же подобным образом сталь не отожгется достаточно хорошо.
|